

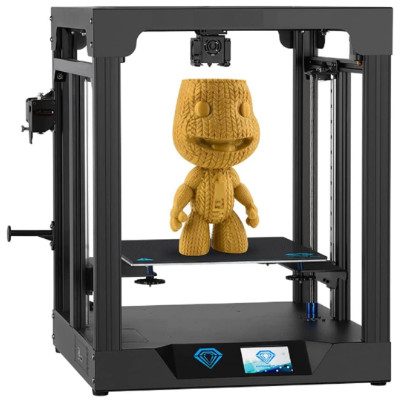
The Two Trees Sapphire Pro V2 FDM printer impresses with its stylish look, linear bearings and XY core design. However, not everyone will be fine with this 3D printer. Read our Two Trees Sapphire Pro review to find out why we don’t recommend it for beginners.
After reviewing the consumer large format 3D printers; Sapphire Plus, Tronxy X5SA, X5SA Pro and Anet ET5 Pro, today it’s time for a standard-sized FDM printer.
Starting off with the price, the Sapphire Pro is more expensive than some of its competitors. However, in return, you get a stable XY core design with high-quality linear guides. The printer is shipped as a kit. Therefore, be ready to tinker to get started.
AVAILABLE ON TWO TREES
Two Trees Sapphire Pro Features
| Model | SP-5 |
| Color | Black |
| Machine Material | Sheet Metal |
| Number Of Nozzles | 1 |
| Nozzl Size | 0.4mm |
| Molding Platform Size | 300*300*330mm |
| Printing Accuracy | ±0.1mm |
| Layer Thickness | 0.1-0.4mm |
| Printing Method | SD card / online printing |
| Display | 3.5″ Color Touch Screen |
| Machine Speed | 350mm/s |
| Printing Speed | 300mm/s |
| Extrusion Head Temperature (Highest) | 260℃ |
| Hot Bed Temperature (Highest) | 100℃ |
| Printing Platform | Hot bed+Glass plateform |
| XY Axis Positioning Accuracy | 0.01mm |
| Z Axis Positioning Accuracy | 0.0025mm |
| Support Filament | PLA/ABS/PETG/Wood |
| Filament Diameter | 1.75mm |
| Language | EN,RU,ES,FR,IT,ZH-CN,ZH-HK |
| Software Format | STL、OBJ、JPG |
| Print File Format | Gcode |
| Machine Size | L485*W460*H590mm |
| Machine Weight | 18KG |
| Package Size | L630*W540*H250mm |
| Package Weight | 20.5KG |
| Power supply | 220V/110V 360W |
| Operating System | Windows,MAC |
| Support Software | Repetier-Host Cura(3DPrinterOS) |
| Working Environment | Temperature: 5-40 ° C, humidity: 20-60% |
What’s in the Box
When you order the Two Trees Sapphire Pro 3D printer, you get the following in the box:
- The 3D printer
- USB cable
- Filament
- A USB card reader
- Micro SD card
- Required tools, including side cutters and grease
The individual parts of the kit are neatly manufactured and packed and labeled according to the work steps.
The assembly instructions are brief and not detailed. Therefore, the entire assembly is unfortunately much more time-consuming than necessary. We took significantly longer than with pre-assembled printers. With the Sapphire Pro, it is not enough to assemble a few components or just loosen the transport locks.
In addition to some screwing, there are more things to do. For example, there is only a filament sensor mentioned and a long cable in the bag included in the scope of delivery. There are no parts for attaching it to the frame. The assembly instructions do not even mention the components.
Ultimately, after some research, we were able to install the 3D printer. However, the sensor was dangling loosely between the filament roller and the extruder. We had exactly the same problem with the large Sapphire Plus.
We have now printed out a corresponding holder.
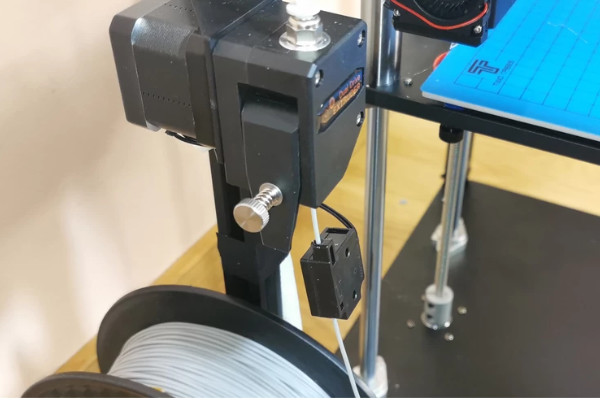
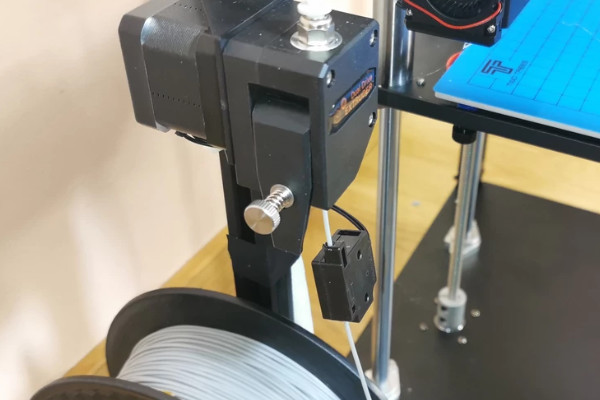
The filament sensor dangles around unattached
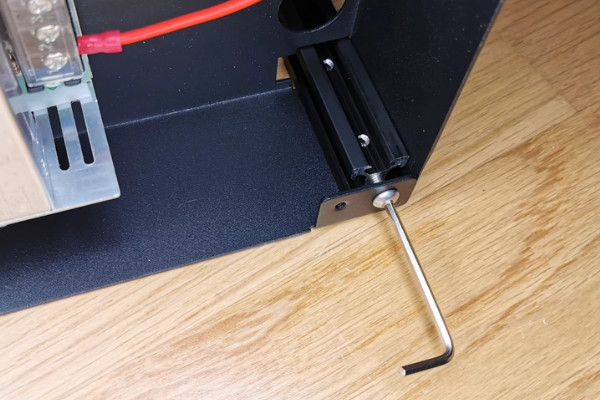
The situation is similar with the Z-Endstop. The instructions explain where the component should go, but the exact position remains unclear. If you have some previous knowledge, you shouldn’t have any problems with the correct installation. However, for beginners, one or the other heating bed will rush into the print head during the test run because the limit switch was set too high.
Tensioning the drive belts and the cable protection hose of the printhead took a lot of time. The plastic hose is so inflexible that we only used it for the first thirty centimeters. For the rest of the route, we opted to use a textile tube.
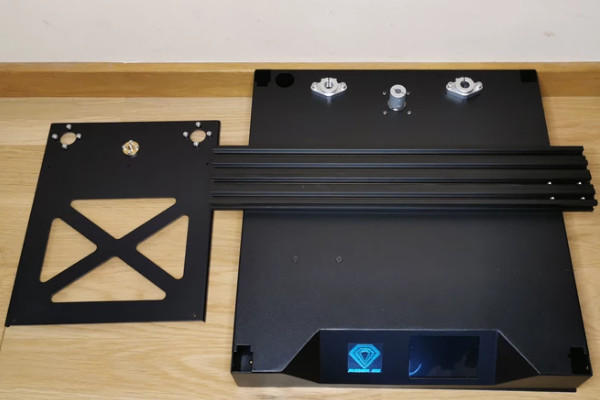
Base with power supply, housing struts and support from the heating bed.

Heated bed, Z guides and housing cover including drive motors.

The individual parts are packed according to work steps.

Instructions, cable, protective tube and filament.

A look into the case base.
The housing struts are screwed on from below.

And additionally secured at the side

The printer is taking shape.

The heating bed consists of several individual components.

The assembled heating bed.

The exact positioning of the end stop is important but not documented by the manufacturer.

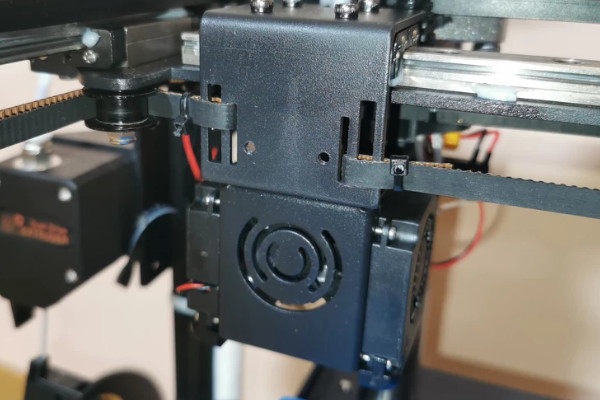
The frame is solid and very stable.

The contact pressure of the dual-drive extruder must be set
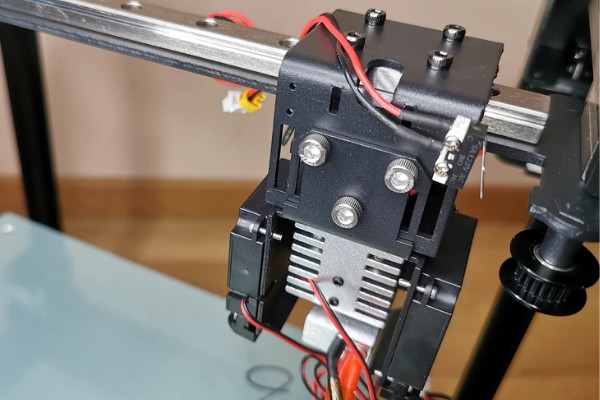
The linear guides leave a positive impression.
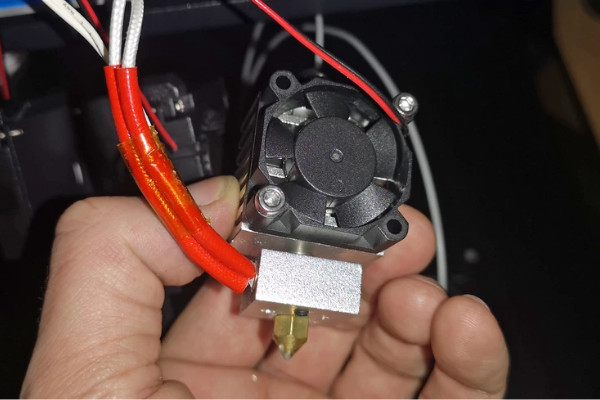
The printer’s hotend.

We only used the stubbornly inflexible protective tube for the first few centimeters and then switched to a textile tube.
The drive belts must be properly tensioned.
The screw determines the contact pressure between the feed wheel and the filament.
Two Trees Sapphire Pro Review
The manufacturer says that the assembly should take about 20 minutes. However, from our experience, this is greatly understated. The assembly is not complicated, but you should allocate a few hours for conscientious assembly and to check the pre-assembled parts again.
In our case, for example, one of the mainboard’s power supply cables had slipped out of the socket because the clamping screw was loose. Including the photo documentation, it took us almost four hours before the first test print could start.
Anyone without any experience with FDM printers will only be able to set up the 3D printer with research and a willingness to tinker.
It’s really a shame that many manufacturers do not do a good job on documentation. We only request on thing: instead of spending money on unfinished, glossy instructions and unusable filament, the documentation should be complete and detailed. Then, it can be printed on cheap copy paper or provided as a PDF.
The Sapphire Pro has a stable metal frame and linear plain bearings. According to the manufacturer, these bearings should allow an exact print image. The unit, with its open but large housing, weighs a good 12 kilograms.
The manufacturer specifies the maximum installation space is 235 × 235 × 235 mm. We do not understand how these dimensions come about, since this is not possible in practice. The practically usable area is about 215 × 215 × 22o mm. The build area is sufficient for most projects. However, it is still annoying that the information is incorrect.
The dimensions of the printer are just under 410 × 380 × 470 mm. In addition, there is space above and to the side for cables, Bowden cables and filament rolls. This is noticeably more compact than, for example, the Tronxy X5SA Pro large-capacity printer that measures 580 × 650 × 660 mm.

The construction is more time-consuming than expected.
Two Trees used the XY core design for the Sapphire Pro. Here, the print head moves along the X and Y axes, while the printing platform and heated bed move exclusively along the Z axis. The so-called “bed pushers, such as the Ender 3, move the print bed along the Y axis, while the print head is responsible for movements along the X and Z axes.
We like this XY core construction much better due to the higher stability. However, it is less compact due to its construction and the Sapphire Pro has another disadvantage. The heating bed is only connected to the Z-axis on the back, which ensures a minimal inclination. Although this can be corrected using the adjusting screws, the solution is still not ideal. Other XYCores such as X5SA Pro or Sapphire Plus do not have the problem because their print bed is suspended on two Z-axis guides.
The FDM printer is equipped with a 3.5-inch color touchscreen, a heatable print bed with a bonded print pad and a filament sensor. The printer receives the data via micro SD memory card or directly via a USB connection. The plastic print bed support gives the filament good support. However, it is not exactly easy to remove the finished objects from it.
The Two Trees Sapphire Pro is theoretically equipped with a semi-automatic auto-leveling function. However, our unit did not come with a corresponding sensor, despite the tutorial stored on the memory card. From our point of view, this is not a problem, since you can easily do manual calibration. Moreover, this type of sensor did not convince us with the Anet ET4.
What is annoying here is that the manufacturer promises something, which is then not honored.
The 0.4 mm nozzle is supplied with a 1.75 mm filament via a dual-drive Bowden extruder. The maximum temperature of the printing platform is 100°C, while the print head reaches 260°C. The possible layer thicknesses are between 0.1 and 0.4 mm.
According to the manufacturer, the printer works with PLA, ABS, PETG and wood filament. However, we know from our own experience that ABS is more difficult to print in an open space. Closed devices such as the Qidi X-Plus are more suitable here. Processing of flexible TPU is only possible with appropriately adjusted and slow pressure settings.
According to the datasheet, the maximum print speed is 300 mm/s, which we think is too high
The filament sensor reliably detects when the print material tears or runs out. It then triggers an alarm and stops the printing process. Resuming printing after such a stop or power failure is easy. This function is definitely advantageous for very large and time-consuming print jobs.
We used the free Cura slicing program stored on the memory card for the tests.
After switching on, the Sapphire Pro takes about 10 seconds to boot up and be ready for use. The menu navigation is easy to understand. On our first practical check, manually controlling the axes and heating up the print bed and print head, the Sapphire Pro is ready for use.
The subsequent calibration of the heating bed reveals that the printing platform sags minimally in the middle. Even if we have already seen significantly uneven models with these relatively small dimensions, this should be better in this price range.
The problem can be minimized with additional adhesion support (brim). However, adhesion problems can still occur with large objects in their original condition. A glass printing bed placed on the heating plate or a magnetic pad instead of the glued-on plastic pad is a simple and inexpensive remedy. Both methods help to even out the bumps.
Next, we filled the extruder with the supplied filament and started printing the first test object on the memory card. After a short warm-up phase, the Sapphire started and the print head rushed across the print bed at high speed.
The small blue cube was quickly printed, but the results were not pretty. The side walls and edges were crooked and wavy, making the print look dirty. Since we had had problems with the supplied filament in the past, we repeated the process with a roll of PLA from our test lab. The results were completely different.
The quality of the second print attempt was decent, except for a minimal under-extrusion. Thus led us to believe that the supplied filament had been either poorly stored, was too old or was of inferior quality. In practice, it was useless.

The picture shows the influence of the filament on the print result.

The first test print with the supplied PLA filament.
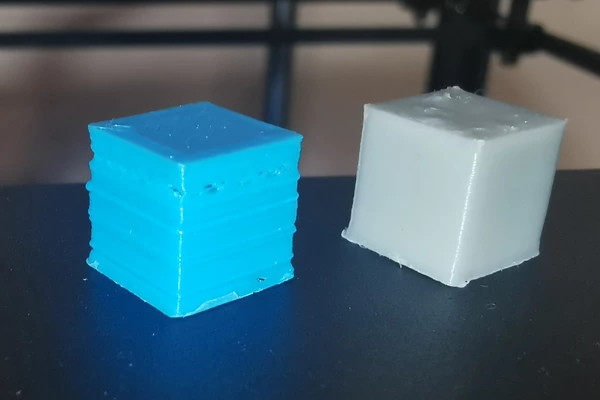
The result with other PLA looks much better

The first attempts with their own data fail.

Too little filament is being fed here.

We need umpteen tries to solve the problem.

The extruder works correctly with more contact pressure.

This part will connect the filament sensor to the housing in the future.

The pressure is not yet optimal, but usable.

Currently we only have problems with the stringing.

This part failed because of the threads between the components. The printhead has torn over one of the parts.

The Sapphire Pro has no problems with small overhangs.

The print is pretty decent.
Print Quality
In practice, the maximum speed of 300 mm/s is clearly too high, despite the linear guide. Nevertheless, the Sapphire Pro is a fast FDM printer. The device ejected the print templates stored on the memory card surprisingly well at over 100 mm/s. For comparison: Most manufacturers only recommend print speeds in the range of around 60 mm/s.
During testing, we had a mishap when peeling off a print using a cutter blade and we cut a hole in the print pad. Luckily we still had a suitable magnetic print edition in-house and so the original edition has since been replaced.
Handling prints on the removable pad is more convenient. Apart from compensating for unevenness, we don’t also have to recalibrate the heating bed often, since no mechanical forces act on it when the printed objects are removed.
We like the low mechanical noise when the printhead is moving on the X and Y axes. The use of high-quality TMC2208 drivers has really reduced the noise. It’s just a pity that the manufacturer only uses this on two out of four engines.
The Z-axis and extruder work with the cheap and significantly louder A4988 drivers, which drives up the overall volume significantly – a shame! The fans can be heard clearly, but they are much less penetrating than those of the Tronxy X5SA, even under full load.
With a few tuning measures such as removing some ventilation grilles or replacing the motor drivers and using silent fans, you can get the Sapphire almost as quiet as a whisper. However, when delivered, the printer is as loud as other models.
Price
At the time of writing, this 3D printer costs less than $300 (check current price), which we think is reasonable. You might want to compare prices at different stores to find the best deal.
Conclusion
Our Two Trees Sapphire Pro 3D printer review leaves mixed feelings. On the one hand ,there is the disappointingly poor documentation, missing parts and the not quite straight printing platform. On the other hand, the Sapphire Pro is an extremely stable and affordable printer with linear guides and decent basic equipment, which convinces with a fast speed and a reasonable print image.
All in all, we like the Sapphire Pro, save for the noise. Anyone who enjoys tinkering and tuning gets a solid and tidy basis with the device, which can be optimized – but not a perfect printer ex works.
The fact is, the kit is only suitable for ambitious users with an understanding of the subject. Beginners should keep their hands off the Sapphire Pro. If you don’t want to deal with the printer for a long time, but prefer to deal with the finished print products, you should rather choose an alternative from our list of the best 3D printers under $300.
With the Anet ET 5 Pro , for example, you get an FDM printer with a significantly larger installation space, which is much easier to set up and costs a similar amount. If you absolutely need the XY core design, we recommend the larger models Sapphire Plus or Tronxy X5SA Pro . The relatively more expensive Qidi X-Plus even comes fully assembled to the customer.
CHECK PRICE ON TWO TREES
