

Flex is the name for a group of flexible, rubber-like plastics used for 3D printing. However, it is not uncommon to find reels where Flex is indicated as a separate type of material.
Flex plastics are usually divided into TPE and TPU. TPE resembles soft rubber while TPU is a harder material.
Today, there are many brands of Flex plastics from different manufacturers. Therefore, you can find TPE and TPU that are almost identical in physical properties.
In this guide, we’ll look at how to choose a 3D printer for flex plastics.

Choosing a 3D Printer for Flex Plastics
Due to the unique properties of the plastics, printing with them is rather difficult. To get a high-quality results, most printers need to be modified; e.g., replacing the firmware, printing additional parts, installing a different system feeder, etc.
Let’s look at the characteristics of printers that can successfully print flex plastics.
Extruder
The choice of the type of extruder for printing with Flex-plastics is important than when printing with other types of filament. There are two common types of extruders; Bowden and Direct.

The Bowden extruder separates the hot end and the feed mechanism attached to the printer body and connected to the hot end using a Teflon tube. The advantage of the Bowden extruder is its compact and lightweight printhead that delivers high print speeds and low motion inertia.
However, a Bowden extruder is not suitable for printing with Flex-plastics. Because of the properties of the flexible material, the movement of the bar resembles how a spring works, i.e., when the bar passes through the nozzle, it compresses and retracts.
During the retraction, it is necessary to get rid of the compression before the bar goes back to ensure the print comes out strong. The distance between the feeder and the hot end affects this. Thus, Bowden extruder can be used to print soft materials. However, due to prolonged compression, a high-quality result can only be achieved when printing models with a small build area.
In the Direct system, the feeder is connected directly to the hot end, which increases the mass of the head. This makes it better suited for printing with Flex materials. The rapid compression of the bar allows you to print with retraction, almost the same as with solid filament. This enables high-quality printing of volumetric models of complex shapes at a faster speed twice of 30-40 mm/s, which his about twice the printing speed of Bowden extruders.
Generally, the Bowden system extruder is installed on budget printers (Creality Ender-3, Voxelab Aquila, FlyingBear Ghost 5), etc. On the other hand, Direct extruder is installed on professional printers (Raise3D E2, Flashforge Guider IIs, PICASO Designer X, etc.)
Feeder
The type of feeder also affects the quality of print made from flexible plastic.
The MK8 feeder is installed on printers such as the Ender-3, Ender-5, the Aquila series and others. This feeder has a brass gear and a counter roller. The MK8 pushes hard plastics well, but Flex filaments are problematic.
There is enough clearance between the feed gear and the housing for the bar to bend to the side instead of being fed into the tube, causing the bar to wrap around the gear and further jam the material.

MK8 Feeder
Another disadvantage of MK8 feeder is that the gear has a small number of teeth (26) and poor sharpness. These make the soft bar slip and leads to uneven feeding.
On a printer with MK8, we were able to print a membrane insert made of solid TPU.

Membranes for anti-stress toys Pop it from Esun eTPU-95A
The FlyingBear Ghost 5 features a different BMG or Dual Drive feed mechanism, which uses two feed gears to provide reliable traction when feeding soft material. The feeder also has a closed housing that eliminates the possibility of incorrect bar feed.
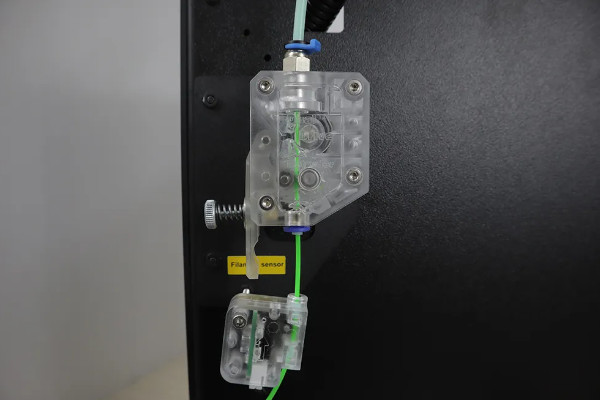
Dual Drive Feeder
Professional 3D printers with Direct also use the BMG mechanism, which is great for feeding all types of materials.
Hotend
In budget printers, the Teflon tube with filament is directly inserted into the thermal barrier of the hot end, or a PTFE liner of the same material is used. Teflon combines well with Flex materials – the bar slides and does not stick to the tube walls.
However, at temperatures of 230-240°C, Teflon softens and deforms over time. This leads to the formation of plugs and sticking of the bar. Therefore, the PTFE liner is a consumable item that needs to be monitored.

PTFE liner
Professional printers use a solid metal tube, which is necessary for working with refractory materials in high temperature conditions. However, since Flex-plastics adhere to metal, the hot ends of this system can only print at low speeds.

Hot end with teflon tube (L). Hot end with all-metal tube (R)
Raise3D engineers took into account the problems with printing with soft materials and developed a combined hot end for the Raise3D E2. On the printer, a PTFE insert is built into the thermal barrier, and connected to the heating block using a 2 mm long metal tube.
The insert is located at a sufficient distance so that the Teflon does not deform from high temperatures. It is also in a short section of the metal tube so that the material does not have time to stick to the walls. Thus, it was possible to combine the low adhesion of Teflon and the reliability of the metal.

Raise3D E2 Hotend
Conclusion
Printing with flexible materials has serious technical requirements and requires careful selection of settings. However, today the variety of plastics allows you to choose Flex for almost any type of extruder, feeder and hot end.
Eryone TPU has proven itself well on budget printers. The material is quite hard and the bar does not stretch very much. Therefore, you can achieve an acceptable result on any printer if you tweak the settings right.
However, if you will be printing large-sized models with soft TPE plastics, consider purchasing a professional printer that can provide both reliable feed and work with retracts.
